




 |
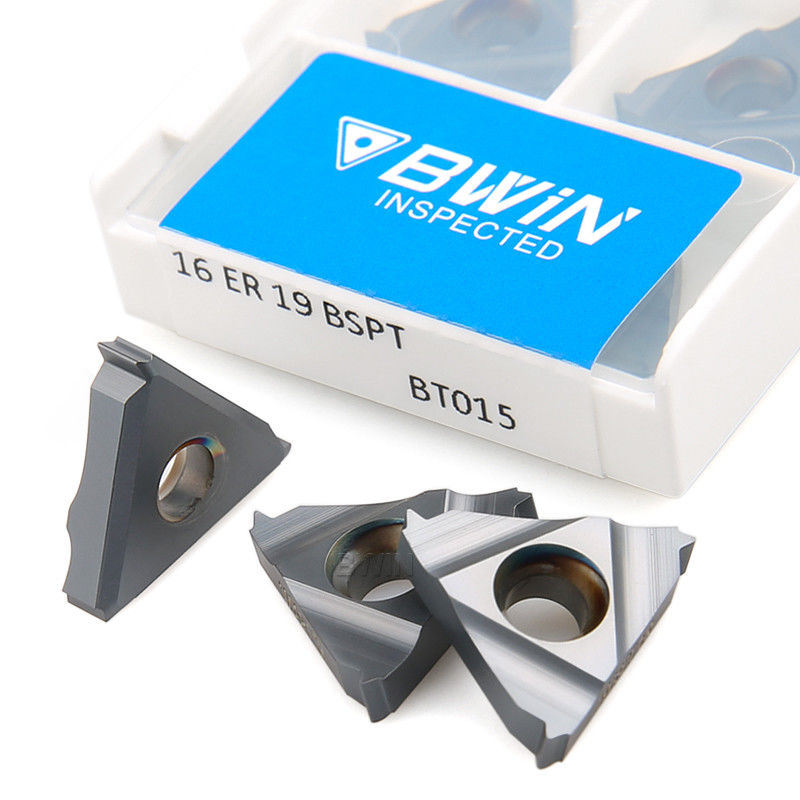
बीएसपीटी 11 19 कार्बाइड लेथ इन्सर्ट वियर रेजिस्टेंस थ्रेड टर्निंग इन्सर्ट्स
उत्पाद विवरण:
| उत्पत्ति के प्लेस: | चीन |
| ब्रांड नाम: | BWIN |
| मॉडल संख्या: | 16आईआर 14बीएसपीटी |
भुगतान & नौवहन नियमों:
| न्यूनतम आदेश मात्रा: | 10 पीसी / बॉक्स |
|---|---|
| मूल्य: | Negotiable |
| पैकेजिंग विवरण: | प्लास्टिक का डिब्बा |
| प्रसव के समय: | 7 कार्य दिवस |
| भुगतान शर्तें: | टी/टी, वेस्टर्न यूनियन |
| आपूर्ति की क्षमता: | 1-10000 पीसी 7 दिन |
|
विस्तार जानकारी |
|||
| प्रोडक्ट का नाम: | बीएसपीटी थ्रेडिंग कार्बाइड खराद डालें | सामग्री: | एक्सटर्ना सीमेंटेड कार्बाइड थ्रेडिंग इन्सर्ट |
|---|---|---|---|
| workpiece: | स्टेनलेस स्टील/स्टील/कच्चा लोहा | प्रयोग: | सीएनसी उपकरण |
| रंग: | पीला/काला | परत: | पीवीडी/सीवीडी |
| कठोरता: | HRC40-HRC60 | विशेषता: | उच्च शक्ति अत्याधुनिक |
| आवेदन पत्र: | सीएनसी मशीन उपकरण | पैकेट: | 10 पीसी / बॉक्स |
| हाई लाइट: | BSPT 11 19 कार्बाइड लेथ इन्सर्ट,वियर रेसिस्टेंस थ्रेड टर्निंग इन्सर्ट्स,कार्बाइड लेथ इन्सर्ट वियर रेसिस्टेंस |
||
उत्पाद विवरण
16er 16ir 14 BSPT 11 19 कार्बाइड खराद बाहरी सीमेंटेड टंगस्टन टूल मशीनिंग डालें
त्वरित विवरण:
- उत्कृष्ट सामग्री
- टिकाऊ
- पहनने के प्रतिरोध
- तेज ब्लेड
- चाकू तोड़ना आसान नहीं है
- उच्च काटने की दक्षता
विवरण:
-
यह सीएनसी कार्बाइड खराद डालने उत्कृष्ट पहनने के प्रतिरोध और क्रूरता के साथ 100% शुद्ध कार्बाइड पाउडर से बना है;नैनो मैट्रिक्स को परिष्कृत करें, और स्थिरता के साथ समग्र स्थिरता में सुधार करें;अभिनव उच्च-ऊर्जा कोटिंग प्रक्रिया, उच्च नैनो कठोरता, कम घर्षण गुणांक और उच्च ऑक्सीकरण प्रतिरोध तापमान;ब्लेड में मजबूत बहुमुखी प्रतिभा है, विभिन्न वर्कपीस को संसाधित कर सकता है, और उच्च लागत प्रदर्शन है;ब्लेड अधिक तेज और सदमे प्रतिरोधी है, और चिप को तोड़ना ब्लेड से चिपके बिना चिकना है, जिसे गिराना आसान नहीं है;अनुकूलन योग्य प्लग-इन डिज़ाइन, कोटिंग, अंकन और पैकेजिंग।
विशेष विवरण:।
| ब्रैंड | बीविन |
| नमूना | 16ईआर/16आईआर 14बीएसपीटी |
| रंग | काला पीला |
| workpiece | कच्चा लोहा / स्टेनलेस स्टील/इस्पात |
| टाइप | सीएनसी धातु कार्बाइड खराद डालें |
| सामग्री | टंगस्टन कार्बाइड थ्रेडिंग आवेषण |
| प्रसंस्करण प्रकार | मध्यम कटाई |
| विशेषता | उत्कृष्ट सामग्री |
| टिकाऊ | |
| पहनने के प्रतिरोध | |
| तेज ब्लेड | |
| उच्च काटने की दक्षता | |
| मानक | आईएसओ |
| मात्रा | 10 पीसी / बॉक्स |
| वज़न | 0.015 किग्रा |
| पैकेट | प्लास्टिक का डिब्बा |
| अनुकूलित समर्थन | ओईएम, ओडीएम |
समय - सीमा:
| एंटीटी (टुकड़े) | 1 - 3000 | > 3000 |
| लीड समय (दिन) | 7 | बातचीत करने के लिए |
सूचना:
- कार्बाइड खराद डालेंटकराया या जमीन पर नहीं गिराया जाना चाहिए और देखभाल के साथ संभाला जाना चाहिए।
- स्थापित करने से पहलेकार्बाइड खराद डालें, आरा तालिका के प्रदर्शन और उद्देश्य की पुष्टि की जानी चाहिए ताकि यह सुनिश्चित किया जा सके कि ब्लेड तीर द्वारा इंगित काटने की दिशा आरा तालिका की रोटेशन दिशा के अनुरूप है।विपरीत दिशा में स्थापित करना सख्त वर्जित है।गलत स्थापना दिशा के कारण ब्लेड का चूरा गिर सकता है, ताकि दुर्घटनाओं को रोका जा सके।
- स्थापना के बाद, यह पुष्टि करना आवश्यक है कि क्या केंद्रीय छेदकार्बाइड खराद डालेंआरा टेबल की निकला हुआ किनारा प्लेट पर मजबूती से तय किया गया है।यदि कोई गैसकेट है, तो गैसकेट को स्लीव किया जाना चाहिए;फिर, यह पुष्टि करने के लिए अपने हाथ से धीरे से धक्का दें कि ब्लेड विलक्षण रूप से घूमता है या नहीं।
- उपयोग करते समय, निर्दिष्ट उच्च गति से अधिक न हो
- जबकार्बाइड खराद आवेषण हैउपयोग नहीं किया जाता है, ब्लेड को सूखे शेल्फ पर लंबवत लटकाएं।
अनुप्रयोग:
हमारीकार्बाइड खराद डालेंमिश्र धातु इस्पात, उपकरण स्टील, कार्बन स्टील, स्टेनलेस स्टील, कच्चा लोहा और टाइटेनियम मिश्र धातु को संसाधित किया जा सकता है।कार्य सामग्री निम्नलिखित के रूप में:
![]()
लाभ:
1. ईमानदार व्यापारी, उचित मूल्य और गुणवत्ता आश्वासन
2. बड़ी सूची, पर्याप्त आपूर्ति और उच्च लागत प्रदर्शन
3. ग्राहक सेवा समय पर प्रतिक्रिया देती है और जल्दी से माल वितरित करती है
4. अपनी बिक्री के बाद की सेवा को निःशुल्क बनाने के लिए बिक्री के बाद की गारंटी प्रदान करें
1. रियर कटर फेस वियर: (यह एक सामान्य व्यावहारिक रूप है)
प्रभाव: वर्कपीस का आकार धीरे-धीरे बदलता है या सतह की रोशनी की तीव्रता कम हो जाती है
कारण: उपकरण की सेवा जीवन तक पहुंचने के लिए रैखिक गति बहुत अधिक है
उपाय: प्रसंस्करण मापदंडों को समायोजित करें, जैसे रैखिक गति को कम करना और उच्च पहनने के प्रतिरोध वाले ब्लेड का उपयोग करना
2. ब्लेड टूटना: (खराब वास्तविक प्रभाव रूप)
प्रभाव: वर्कपीस के आकार या सतह की चिकनाई में अचानक परिवर्तन, जिसके परिणामस्वरूप चिंगारी की सतह पर गड़गड़ाहट होती है
कारण: अनुचित पैरामीटर सेटिंग, अनुचित उपकरण चेहरे की सामग्री का चयन, खराब वर्कपीस कठोरता, अस्थिर ब्लेड क्लैम्पिंग उपाय: जांचें कि क्या पैरामीटर सेटिंग उचित है, और वर्कपीस सामग्री के अनुसार संबंधित टूल का चयन करें
3. गंभीर अस्थिभंग: (बहुत खराब वास्तविक प्रभाव रूप)
प्रभाव: अचानक और अप्रत्याशित घटना, जिसके परिणामस्वरूप टूल हैंडल सामग्री या दोषपूर्ण और स्क्रैप वर्कपीस का स्क्रैपिंग होता है
कारण: प्रसंस्करण पैरामीटर गलत तरीके से सेट किए गए हैं, और कंपन उपकरण वर्कपीस या ब्लेड जगह में स्थापित नहीं है
उपाय: उचित पैरामीटर सेट करें, फ़ीड दर और चिप को कम करें, संबंधित प्रसंस्करण ब्लेड का चयन करें, और वर्कपीस और ब्लेड की कठोरता को मजबूत करें
4. चिप्स:
प्रभाव: वर्कपीस का आकार असंगत है, सतह खत्म खराब है, और वर्कपीस की सतह फुलाना या गड़गड़ाहट के साथ जुड़ी हुई है।कारण: काटने की गति बहुत कम है, फ़ीड बहुत कम है, और ब्लेड पर्याप्त तेज नहीं है
उपाय: काटने की गति में सुधार करें, और फ़ीड दर के लिए उच्च तीक्ष्णता वाले ब्लेड का उपयोग करें